

Le souci de saisir l’information à la source fut présent en mécanographie
comme il le fut dans toutes les branches du traitement de l’information:
gestion, scientifique, production. Par exemple:
En 1955, la technologie
permit l’utilisation de cartes cochées ou marquées à l’aide de crayon à mine
de ferrite. Une machine spécifique, le magnéto-lecteur, (ML chez Bull),
permettait de lire ces cartes marquées, de les transcoder, et de perforer
une carte standard correspondante. (Le mot anglais: «mark-sensing» recouvre
l’ensemble des techniques de marquage et reconnaissance de marques).
Mon propos est d’évoquer une technique spécifique: la photolecture de cartes.
L’évolution de l’électronique permit, dans les années 1950, d’exploiter de manière un peu sophistiquée les ressources apportées par l’effet photoélectrique: on n’en était plus au «tout ou rien», ou à une simple mesure par électromètre, mais à une réaction modulée en fonction du profil et du spectre lumineux capté par la cellule. C’est ainsi qu’en 1960, la Compagnie des Machines Bull mit à son catalogue le dispositif de photolecture, dispositif qui vint compléter les options disponibles sur sa «Perforatrice Duplicatrice» PRD.
Le but de cet article est d’en montrer l’usage dans une application type de pointage des salaires. Un nombre important de clients adoptèrent cette application, avec des variantes.
A) Pointage par carte perforée « marquée » (mark sensing)
Partons d’un exemple concret.
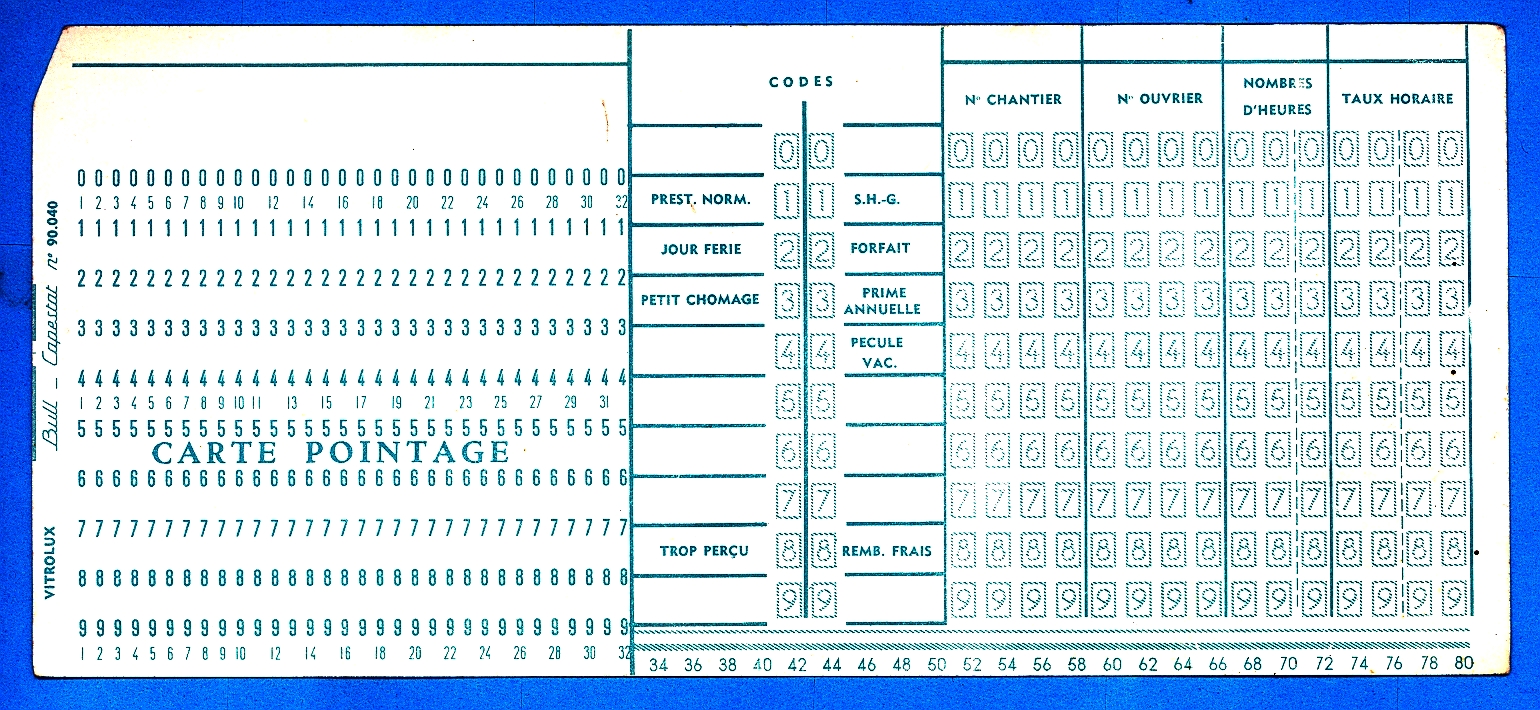
Les cartes comportent d’abord une zone de 8 colonnes qui peuvent être pré-perforées (identification). Une zone vierge qui servira dans le cas présenté à recevoir les données des 17 colonnes marquées. Une zone de marquage qui comporte 17 colonnes dans le cas présent, mais en comportait en standard 20 sur le photo-lecteur.
Des cartes pointage, il en a existé de divers type . La carte ci-contre, qui fut utilisée par Vitrolux, permetait au contremaître de marquer avec un crayon noir les n° de chantier, d’ouvrier et le nombre d’heures prestées avec le taux horaire correspondant. La complexité des barêmes ouvriers était telle à l’époque, qu’il était illusoire de mettre un ou plusieurs taux horaires en fichier signalétique. Toutefois, dans le cas Vitrolux, la même carte permetait de spécifuer des codes qui apparaitront sur la feuille de paie. Ce sont les 2 codes prévus dans les deux colomnes centrales. A noter: le marquage consiste à écrire un chiffre au dessus de celui en filigrane. Généralement au crayon noir n° 1, ou au stylo encre noire.
B) Photolecture
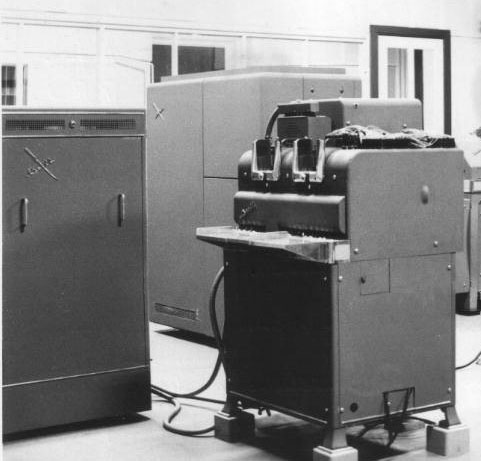
A l’atelier mécanographique, les cartes marquées passaient dans la piste de lecture de la machine «Perforatrice Duplicatrice», ou PRD. Cette piste était surmontée du photo-lecteur. La carte passait ainsi sous les cellules du photo-lecteur électronique qui équipait en supplément la machine. Voir la photo.
Les impulsions électroniques relevées par le passage d’une marque sous une cellule photoélectrique à un «point machine» donné (cfr définition en fin d’article) étaient transmises à un boitier décodeur électronique. Ce décodeur les traduisait en impulsion semblables à celle données par la lecture d’un simple trou dans une carte perforée.
Les impulsions étaient amplifiées électroniquement par un appareil annexe et retransmises au tableau de la PRD afin que cette machine puisse perforer dans la carte marquée. Les colomnes à perforer étaient désignées via le tableau de la PRD. Dans le cas illustré, c’était dans les colonnes 9 et suivantes.
Le gros avantage de l’application décrite était que le document de base etait rempli en clair par «l’utilisateur», mais en plus il continuait à servir pour l’exploitation ultérieure: la trace n’était pas perdue. La photo montre la PRD surmontée par le photolecteur dont un cable part vers l’armoire d’amplification. De là, un autre cable va vers le tableau de connexion de la PRD.
Le traitement en photolecture nécessitait deux cycles machine de la PRD. La vitesse de traitement était ainsi de 60 cartes par minutes. Les cartes perforées sorties de la PRD pouvaient alors être traitées suivant les processus habituels de la mécanographie.
Par la suite, la technologie permit d’équiper les ordinateurs de lecteurs de feuillets marqués. Ces lecteurs se présentaient comme des lecteurs de carte perforée. Mais à ma connaissance, cette technique ne fut pas utilisée pour les applications salaires.
Enfin, pour le pointage en atelier, la saisie directe via terminaux spécialisés se répandit largement dès les années 1970. Les terminaux de pointage équipèrent les ateliers. Généralement connectés à un processeur spécialisé qui mémorisait les données, lesquelles étaient fournies à l’ordinateur pour le traitement hebdomadaire des salaires.
Gilbert Natan
● Définition de «point machine»: Pour repérer où en est une machine qui lit des cartes ligne à ligne, on divisait le temps total séparant deux lectures en points. Un point machine était équivalent au temps séparant le passage d’une ligne à la suivante sous les balais de lecture ou les couteaux de perforation.
● Reference: Document descriptif de la Serie 150, Cie des machines BULL, n°2145, 1963 (2)